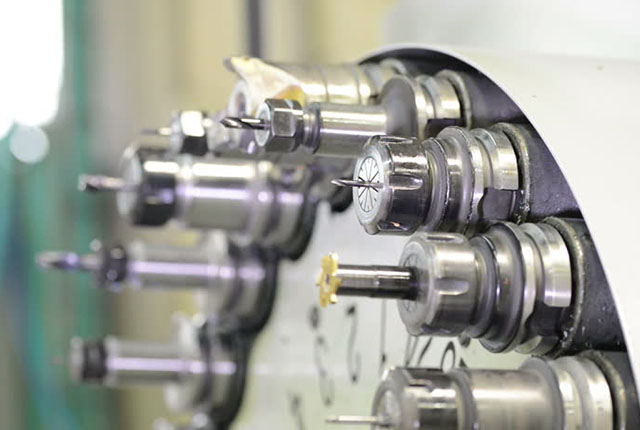
An Automatic tool changer or ATC is used in computerized numerical control (CNC) machine tools to improve the production and tool carrying capacity of the machine. ATC changes the tool very quickly, reducing the non-productive time.
1.It can redue the tool changing time.
2.High tool repeating positioning accuracy.
3.Enough tool storing capacity.
4.Compact structure, easy to manufacture, maintenance, and setup.
5.Reasonable layout.
6.Better rigidity, to avoid impact,vibration and noise.To run with safety and reliability.
7.Chip-proof, dust-proof.
1.Rotatable toolpost
2.Tool changer with changeable spindle
3.Automatic tool changer with tool magazine
Tool magazine has larger tool capacity. It can install not only on the side or upward side of spindle box, but outside of machine tool as a independent assembly. And we often use tool handing system to carry the tools.Instal tool magazine on worktable, coulmn or headstock of machine tool, also outside of machine tool as a independent assembly. So, this kind of tool change device is very popular.
Depending on the shape of the magazine, ATC can be of two types:disc type tool magazine and chain type tool magazine.
1.Disc type
Disc type changers are used when the number of tools is lower than 30.
2.Chain type
Chain type changers are used when the number of tools is higher than 30(The number isdifferent depending on the design and manufacturer. It is important to note that the number of tools for the drum type is fewer than the chain type). But the tool search speed will be lower in this case.
1.Tool system
Definition: It refers to the standard system used for CNC machine tools to determine the structure and size of tool handles and connecting rods used to connect different standard cutting tools.
We often use TSG tooling system and tool handle standard for boring-milling machine tool. There are two kinds of handle standard in TSG tooling system,such as straight handle and taper handle with 7:24.
2.Tool selection manner
(1)Tool selection in sequence
This manner is to put cutting tools into each tool seat of tool magazine following the machining sequence. When changing cutting tool, tool magazine turns to the position of a seat in order and takes out required tool. The used tool can be laid back to previous seat, or put into next seat in order.
(2)Arbitrary tool selection
This manner can be realized by means of tool seat coding, tool coding and memory.
3.Memory manner
There is a position check device for checking the position of each tool seat. In this way,can take out the cutting tools and send back a random. In this manner, a datasheet to simulate tool magazine should be sent in the computer. Its length and the data set in datasheet should correspond to tool seat position number and tool number. Tool selection is completed by software in this manner, thereby, eliminating tool selection mistake caused by the stability and reliability of tool selection device.