
Thread is one of the common geometric features in mechanical engineering. It is more common to manufacture with high-precision CNC lathe. CNC lathes can turning four standard threads: metric, inch, modulus and caliper. When cutting the thread, the strict relationship between the spindle of the lathe and the tool must be maintained, that is, the tool should be evenly moved by one lead per revolution of the spindle.
(a)Workpiece diameter before thread machining
Considering the amount of expansion of the threaded tooth,selecting the diameter of the workpiece before threading according to the deformability of the material.
(b)Amount of feeding
The thread feed amount can refer to the thread bottom diameter, that is, the final feed position of the thread cutter. The amount of threading feed should be continuously reduced. The specific amount of feed is selected according to the tool and working material.
(a)Install lathe tools
If the turning tool is installed too high, the tools of the turning tool will bear against the workpiece when the tools reaches a certain depth, and the friction will increase the boring phenomenon. I the turning tool is installed too low, the chips will not be easily discharged. The depth of the tool is constantly and automatically deepened, so that the workpiece is lifted up and the file is raised.
(b)Tool setting
The tool setting method of the common thread has the trial cutting method and the tool setting. The tool can be directly cut with the tool, or the workpiece zero can be set with the workpiece to set the workpiece zero point for tool setting. It is not demanding of tools of threading and can according to the programming requirements.
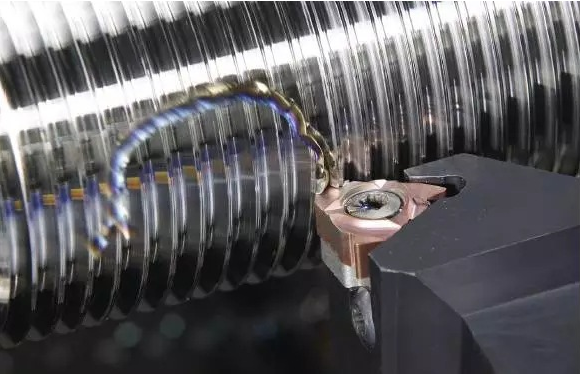
In the CNC lathes, thread cutting generally has two processing methods: straight-cut cutting method and oblique-cut cutting method. Due to different cutting methods, different programming methods result in different machining errors.
(a)The straight-cut cutting method is performed at the same time because the two sides of the tools are simultaneously performed, and the cutting force is large and the cutting is difficult. Therefore, the two cutting edges are prone to wear during cutting. When cutting a thread with a large pitch, the cutting depth is large and the blade wears faster, which causes an error in the diameter of the thread; however, the precision of the processed tooth shape is high, so it is generally used for small pitch thread processing.
(b)Since the oblique cutting method is a single-sided cutting process, the machining blade is easily damaged and worn, so that the thread surface of the machining is not straight, and the cutting edge angle is changed to cause poor tooth shape accuracy. However, this processing method is easy to remove chips, and the cutting edge processing condition is good, and the processing method is more convenient when the thread precision is not high.
The general standard thread is measured by a thread ring gauge or plug gauge. If the thread “over-end” ring gauge is just screwed in when measuring the external thread, and the “stop” ring gauge does not advance, the thread processed is in accordance with Claim. The internal thread is measured using a threaded plug gauge and measured in the same way. In addition to the thread ring gauge or plug gauge measurement, other gauges can be used for measurement. The thread diameter is used to measure the thread diameter. The tooth thickness caliper is used to measure the trapezoidal thread diameter and the worm pitch diameter. The gauge needle is used according to the three needles. The measuring method measures the diameter of the thread.