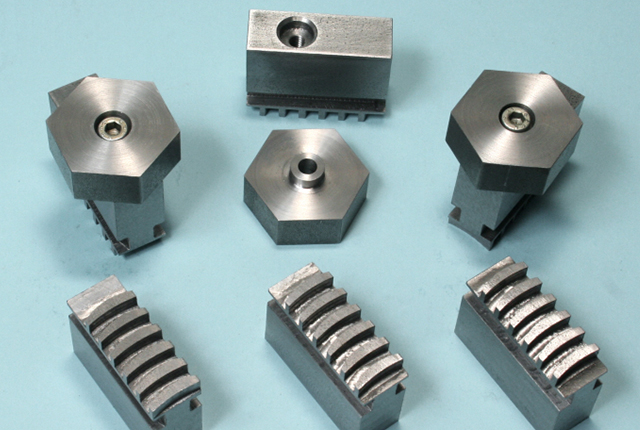
The soft jaw can ensure the re-positioning accuracy of the workpiece to the greatest extent, so that the center line of the workpiece can completely coincide with the center line of the spindle. At the same time, the flat surface on the soft claws also guarantees the length of the workpiece.
The soft jaws are able to fit the surface of the workpiece to the greatest extent. It not only ensures greater torque transmission, but also avoids workpiece pinching. These advantages are incomparable to the hard jaws.
Pay attention to the following issues when making soft jaws:
1. Selection of soft jaw material
The term “soft” here means that good processing performance. Does not necessarily mean that the hardness of the workpiece is lower. (For large-volume production, the hardness of the soft jaws will have a great impact on the stability of the processing. Choosing a soft jaw material with a higher hardness than the workpiece will not only improve the service life of the soft claw, but also have a positive effect on the stability of the processing.)
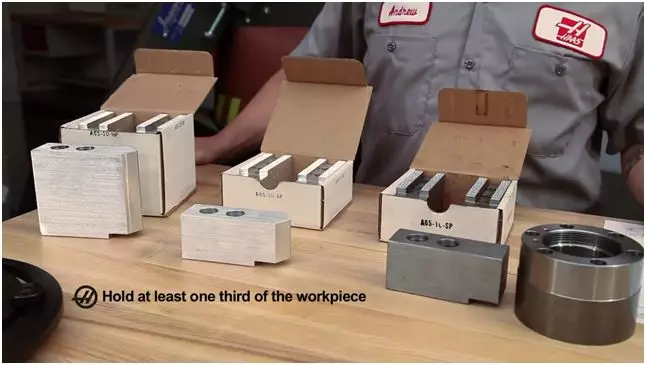
2. For the selection of the soft jaw size
The soft jaw must hold at least 1/3 of the length of the workpiece.

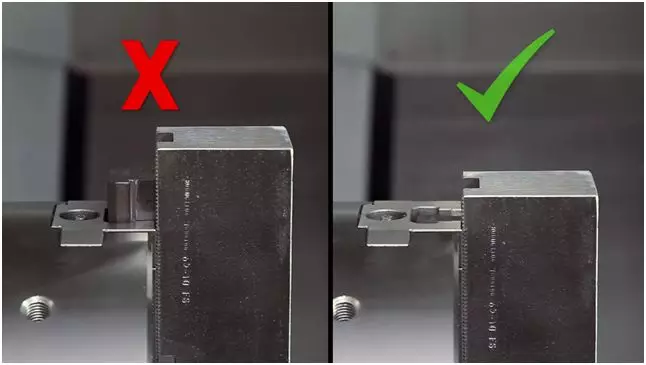
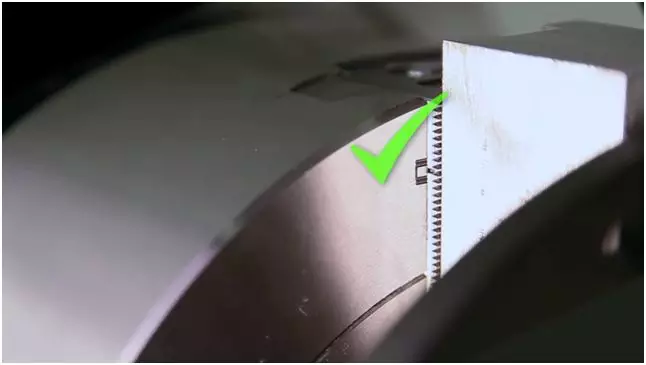
3.The mounting position of the soft jaw on the chuck.
Any T-block cannot exceed the maximum diameter of the chuck, which is not safe.
4.Pressure and position when using the jaw
The pressure at the time of use is close to the pressure at the time of workpiece processing. The chuck is in the middle of the range of motion during processing, and the direction of the clamping force is the same as the direction of the workpiece clamping force when the jaw is trimmed.
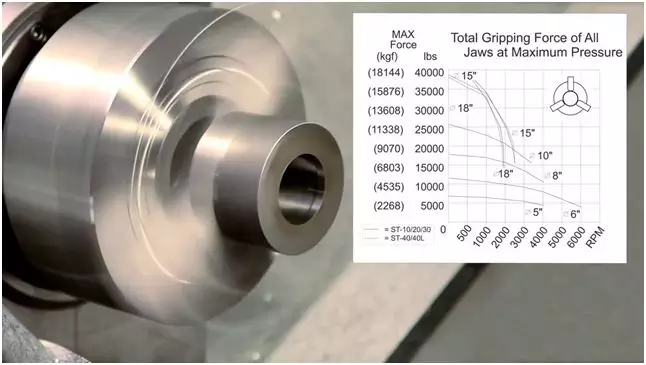
5.The influence of the diameter and rotation speed of the chuck on the clamping force
Due to the centrifugal force, the clamping force is greatly reduced when the chuck is operated at a high speed. Please refer to the instructions on the chuck for details.
6.Make an inner hole of the same size as the workpiece to reduce the possibility of pinching the workpiece.
7.Add undercut
To ensure repeated positioning of the workpiece

8.Clear burrs and sharp corners on soft jaws
Be careful not to scratch your hand.
